Introducción
La sucursal de SEISA en Cienfuegos fue contratada para la instalación del sistema de agua contra incendios de la Destilería Alcoholes Finos de Caña ALFICSA PLUS SA, perteneciente al Grupo Empresarial AZCUBA, y ubicada en el batey del Central Antonio Sánchez del municipio Aguada de Pasajeros, Cienfuegos. El montaje se llevó a cabo a partir de un proyecto ejecutivo de autoría de SEISA: 2018-178-SEACI-006-2019 y la procuración de suministros fue efectuada por el cliente.
Entre el inicio de las labores y el tercer mes de trabajo se aprecian desviaciones significativas en el cronograma de ejecución. Las actividades se iniciaron por la red de distribución de agua contra incendio que está diseñada en forma de anillo, por tuberías de 4” y 6”, de acero negro con extremos ranura- dos (shurjoint). Este tipo de unión se selecciona por su eficiencia de corte y ranurado, garantizando un veloz completamiento mecánico en obra, a partir de una rápida elaboración o manufactura in situ de tramos, mochetas o niples de tuberías. En la ejecución de este tipo de proyectos es clave realizar una planificación que tenga en cuenta todos los condicionantes existentes, las posibles interferencias, los tiempos muertos esperados e inesperados (Castañón, 2012). Las instalaciones de los sistemas de agua contra incendio requieren el manufacturado de tuberías, para adaptarlas y acondicionarlas al requerimiento de los planos del proyecto. Sus procesos de manufactura principales son los siguientes: medir y marcar tuberías, corte de tuberías, roscado o ranurado de tuberías, perforado de tuberías, instalación de accesorios (Hernández, 2020).
Entre las anomalías que se observaron en el proceso de elaboración de uniones ranuradas están: poca eficiencia del proceso de ranurado y corte, rotura de discos de acero rápido para el corte de tuberías y avería de una máquina ranuradora por método de roleado, o sea, deformación plástica. Estos trabajos en frío son actividades de deformación plástica por debajo de la temperatura de recristalización de los metales (Calister, 2000).
Tales incidentes están en desacuerdo con el acero seleccionado por proyecto: un acero al bajo carbono para tuberías (ASTM, 2021), ideal para trabajos en frío. Por tanto, a continuación, se abordará la investigación de estas anomalías basada en el análisis de los hechos y las evidencias (Noon, 2000)..
Materiales y métodos
Observaciones, hechos y hallazgos
- Desviaciones en el cronograma de ejecución.
El contrato 19-IN-402-066 estimó unas 320 horas hombre (HH) para todas las actividades del sistema exterior de agua contra incendio (SEACI), sin embargo, en la unidad 001 Anillo Exterior Expuesto existió una desviación total de 399 HH por encima del tiempo de ejecución planificado (ver tabla 1)
Tabla 1- Análisis de HH en la Unidad 001. Anillo Principal contra incendios.
Unidad 001 Anillo Exterior Expuesto. Sub-objeto 1: Anillo Este de Planta |
||
HH planeadas |
HH gastadas |
Desviación (HH) |
110 |
231 |
121 |
Unidad 001 Anillo Exterior Expuesto. Sub-objeto 2: Anillo Norte de Planta |
||
HH planeadas |
HH gastadas |
Desviación (HH) |
105 |
236 |
131 |
Unidad 001 Anillo Exterior Expuesto. Sub-objeto 3: Anillo Oeste de Planta |
||
HH planeadas |
HH planeadas |
Desviación (HH) |
105 |
252 |
147 |
A pesar de que existieron algunas desviaciones iniciales durante el acarreo de materiales, el gasto de tiempo fundamental se asoció a anomalías durante el corte y ranurado de las tuberías.
- Daños sufridos por la maquinaria para la elaboración de juntas en la tubería.
Los discos de acero rápido para el corte de tuberías por método de deformación en frío, salieron de servicio mucho antes del tiempo estimado, o sea, la experiencia acumulada por SEISA demuestra que la vida útil de los discos supera el tiempo que demora una instalación de un sistema de extinción fija de incendios similar: longitud total de tuberías: 1665 m, cantidad de accesorios: 1439, y cantidad de válvulas: 81; mayor diámetro de tuberías: 6”, Schedule (SCH) mayor: 40. Sin embargo, en ALFICSA no llegaron a 15 cortes entre tres discos. Ver a continuación:

Fig. 1- Daños sufridos en los discos de corte.

Fig. 2- Expulsión masiva de metal en el perímetro del disco de corte..
También en el periodo, se atribuye una avería de una máquina ranuradora por método de roleado (deformación plástica en frío)..

Fig. 3- Máquina ranuradora averiada.

Fig. 4- Desalineación del rodillo de la máquina ranuradora averiada.
El diagrama encontrado y el estudio de trabajos de diseños de red realizados por universidades nacionales e internacionales (Rodríguez Preciado, N. J. 2020, Huamán Montes, K. E. 2014, Álvarez Paliza, F. 2020, Trujillo Díez, P. 2019, Osores Ramos, J. J. 2015, Flores Robaina, R. 2021) arrojó la precisión de los
Para identificar aquellos elementos que inciden negativamente se investigó:
-
- Procesos de manufactura.
- Experticia de los operarios.
- Metalurgia de las tuberías.
Procesos de manufactura
- Secuencia tecnológica
Del proceso de manufactura in situ de los tramos, mochetas o niples para la instalación de tuberías de agua contra incendio, se identifican en el lugar Acarreo, Medición y marcaje, Corte, Ranurado e Instalación de tuberías. Ver figura:

Fig. 5- Desalineación del rodillo de la máquina ranuradora averiada.
El análisis de la secuencia tecnológica revela que las averías de la maquinaria se producen en los procesos de corte y ranurado. Del mismo modo, en estas etapas se originan las mayores desviaciones de cronograma expresadas en horas-hombre perdidas.
- Régimen de corte y ranurado
El régimen de corte tiene dos parámetros fundamentales: velocidad de corte y profundidad de corte. La velocidad de corte de la máquina es constante, por tanto, no es regulable, ni se afecta por parámetro humano.
La profundidad de corte o ataque de la cuchilla al tubo es un parámetro que se puede regular. Este parámetro es afectado por el operador, que es quien mueve la cuchilla al tubo, no obstante, avances muy rápidos provocan ruido y sobre golpes que avisan de un mal proceder. Por tanto, queda descartado.
El régimen de ranurado es muy parecido al régimen de corte, posee: velocidad de ranurado y profundidad de ranurado. La velocidad de la maquinaria es constante y la profundidad de ranurado la establece manualmente el operario, observando el progreso de la operación en la periferia del tubo.
Pese a que el régimen de corte y ranurado no son violados, sí se ven afectados por las averías de la maquinaria y el incremento de tiempo de elaboración o manufactura.
Experticia de los instaladores
La experticia de los instaladores se sustenta en los más de 30 años que lleva la empresa SEISA de creada, así como los frecuentes trabajos de instalación de sistemas de seguridad llevados a cabo, que son similares al actual. También se destaca la certificación de sus instaladores por la entidad competente: Agencia de Protección Contra Incendios (APCI).
Tabla 2-. Participantes durante la instalación de la Unidad 001 Anillo Principal.
Cargo
Identificadores
Técnico Superior en Medios de Seguridad JB
CVS, NDP
Técnico Superior en Medios de Seguridad
EVR, YDV, ADA
Técnico General en Medios de Seguridad
PGS, APM, DCS
Operario en Medios de Seguridad
RRP, SCC, IHR, YIC
En la tabla 2, se presentan los cargos de los instaladores a cargo de la Unidad 001 Anillo Principal y sus identificadores personales.
En la tabla 3, se muestran las partidas de trabajo con los identificadores de los participantes en los sub-objetos de obra del anillo principal, así como los cortes realizados, las picaduras, los otros daños reportados en el filo de los discos de corte, y el número correspondiente del disco empleado en el período.
Tabla 3- Partidas de trabajo y anomalías presentadas en la instalación del Anillo Principal.PARTIDA 1
IDENTIFICA- DOR
CORTES DE TUBERÍAS
PICADURAS EN DISCOS
NÚMERO DEL DISCO
DESV HH
CVS, EVR, DCS, SCC
6
Varias y daños en los filos de los discos
1, 2
121
PARTIDA 2
IDENTIFICA- DOR
CORTES DE TUBERÍAS
PICADURAS EN DISCOS
NÚMERO DEL DISCO
DESV HH
NDP, ADA, YIC; IHR
5
Varias y daños en los filos de los discos
2. 3
131
PARTIDA 3
IDENTIFICA- DOR
CORTES DE TUBERÍAS
PICADURAS EN DISCOS
NÚMERO DEL DISCO
DESV HH
YDV, PGS, APM, RRP
4
Varias y daños en los filos de los discos
3
147
El factor experticia queda descartado, pues se conforman y envían tres equipos o partidas de trabajo en distintos momentos, sin coincidencia entre los participantes entre un grupo y otro. Como los resultados obtenidos durante la elaboración de las uniones ranuradas son casi los mismos cada vez, se excluye que el factor humano haya incidido.
Es importante mencionar que, pese a que el número de cortes realizado por cada partida de trabajo va decreciendo, más discos se van consumiendo y más horas-hombre se han gastado. Por lo que se procede a investigar el ultimo parámetro: metalurgia de tuberías.
Metalurgia de las tuberías
Para los materiales usados en ingeniería de materiales, son posibles dos modos de fractura: dúctil y frágil. La clasificación se basa en la capacidad de un material para experimentar deformación plástica.
Los materiales dúctiles normalmente exhiben una deformación plástica sustancial con una alta absorción de energía antes de la fractura. La deformación es posible debido a los defectos intrínsecos del metal. La dislocación es un defecto cristalino lineal alrededor del cual hay una desalineación atómica. La deformación plástica corresponde al movimiento de las dislocaciones en respuesta a un esfuerzo cortante aplicado. Son posibles las dislocaciones de borde, de tornillo y mixtas (Calister, 2000). Ver figura siguiente:
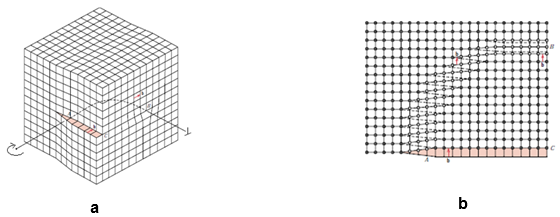
Fig. 6- a) Representación esquemática de dislocaciones de borde, de tornillo y mixtas. b) Vista superior de la figura a (Calister, 2000)
Los círculos abiertos indican las posiciones de los átomos sobre el plano de deslizamiento. Los círculos sólidos, posiciones de los átomos debajo. En el punto A, la dislocación es puramente de tor- nillo, mientras que en el punto B, es puramente de borde. Para las regiones intermedias donde hay curvatura en la línea de dislocación, el carácter es una mezcla de borde y tornillo.
La tubería elegida para el anillo principal en el proyecto 2018-178-SEACI-006-2019, es de acero dúctil, para la elaboración por deformación plástica en frío. Es de la clase ASTM (American Society of Testing Material) A795: tubería estándar y ligera para protección contra incendios.
Sin embargo, la redondez en el filo del disco (ver figura 2), atribuye que el material de la tubería es indiscutiblemente diferente a lo recomendado para el corte con estas herramientas, al igual que su metalurgia es responsable de la expulsión de los pedazos de material en la periferia del disco cuando se produce la entrada del disco a la tubería, lo que obliga a que la cuchilla deba acercarse a una velocidad más baja que la usual, aumentando el tiempo de manufactura y por tanto, las horas-hombre gastadas.Además de los daños en los discos de corte, se presenta la rotura de los rodillos de la máquina ranuradora, ambos fenómenos acusan un material más duro y de mayor resistencia mecánica.
Tanto la resistencia a la tracción como la dureza son indicadores de la resistencia de un metal a la deformación plástica (Calister, 2000). En consecuencia, en la Figura 8, se muestran curvas obtenidas para la resistencia a la tracción en función de la dureza HB para hierro fundido, acero y latón.

Fig. 7- Relación entre la dureza y la resistencia de los materiales (Calister, 2000).
En una pesquisa profunda realizada en el almacén a cielo abierto de ALFICSA, donde están las tuberías que se importaron, solo se encontraron algunas etiquetas de tuberías correspondientes a la ASTM A106, de Φ 4” y Φ 6”. Revisando la documentación de la procuración de suministros que hizo el cliente se percibe que toda la tubería importada es de la clase ASTM A106 grado B, lo que exhibe desviación respecto a la oferta.
Aunque dimensionalmente las tuberías importadas por ALFICSA son muy parecidas físicamente a las que debieron suministrarle, e incluso tienen una ranura en los extremos, la tabla 4 muestra una diferencia notable en los elementos de aleación y resistencia mecánica, siendo la ASTM A795 no aleada y la ASTM A106 ligeramente aleada.
Tabla 4- Composición química y resistencia mecánica de tuberías.ASTM
C
Mn
Si
Cu
Cr
Mo
Ni
V
Resistencia
Mecánica%
MPa
A795 (Gr A)
0.25
1.2
330
A106 (Gr B)
0.3
0.29-1.06
0.1
0.4
0.4
0.15
0.4
0.08
415
En consecuencia, un aumento de los elementos de aleación hace que más átomos del metal tengan más posibilidad de ser enlazados, reduciendo dislocaciones y por tanto, incrementando la resistencia mecánica, la dureza y disminuyendo la tendencia a la deformación plástica. Si bien la tubería ASTM A795 puede ser elaborada por métodos de deformación plástica, la ASTM A106 es recomendable, para este caso, realizarla por métodos de arranque de viruta.
Conclusiones
- La metalurgia de la tubería que fue suministrada es significativamente diferente a la que fue especificada en proyecto, y este es factor que incide en las averías de las máquinas de corte y elaboración de uniones.
- No existe evidencia de que la secuencia tecnológica y la experticia de los instaladores influyan en la eficiencia del proceso.
- El método de corte por disco de acero rápido enterizo y ranurado en frío, para obtener uniones Shurjoint es eficientemente aplicable a especificaciones de tubería ASTM A795, no a ASTM A106. Por lo que es necesario elegir otro método de manufactura in situ para aumentar la eficiencia y proteger la maquinaria de corte y ranurado.
Referencias bibliográficas
ASTM International. 2019. ASTM A106, Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service. West Conshohocken, PA.
ASTM International. 2021. ASTM A795, Standard Specification for Black and Hot-Dipped Zinc-Coated (Galvanized) Welded and Seamless Steel Pipe for Fire Protection Use. West Conshohocken, PA.
Callister, W. D., & Rethwisch, D. G. (2000). Fundamentals of materials science and engineering (Vol. 471660817). London: Wiley.
Castañón, A. M., Montequín, V. R., Fernández, J. M. M., & Berrocal, M. A. V. (2012). Análisis de causas de retrasos de los trabajos en parada en los proyectos de montaje tuberíasen plantas de proceso.
Hernández, B. O. (2020). Facultad de Ingeniería Electrónica E (Doctoral dissertation, Universidad Nacional), Lima. Perú.
Isman, K. E. (2017). Standpipe Systems for Fire Protection. Springer.
Noon, R. K. (2000). Forensic engineering investigation. CRC Press.
.
Conflicto de intereses:
Los autores declaran no tener conflictos de intereses.
Contribución de los autores:
Los autores participaron en el diseño y redacción del trabajo, y análisis de los documentos.
 Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial 4.0 Internacional
Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial 4.0 Internacional
Copyright (c) Dr.C. Ramón Pérez Gálvez, Ing. Yoslendry Izquierdo Rivera